There has been push-back by some people on the
whole concept of Throughput Accounting and as a result, they don’t buy into
using TA as a reason for integrating TOC, Lean and Six Sigma. So, let’s put the
financial side of this integration to the side for a moment. In addition to the
financial case made for integrating these three improvement methodologies,
there are other rational and logical reasons why this integration works so
well. In attempting to answer which of these three initiatives a company should
use or “which tune a company should dance to,” Thompson* presents an excellent
summary of the fundamental elements, strengths and weaknesses for each
improvement initiative. In doing so, Thompson has inadvertently (or perhaps
purposely) answered the underlying question of why the three improvement
initiatives should be combined and integrated rather than choosing one over the
other.
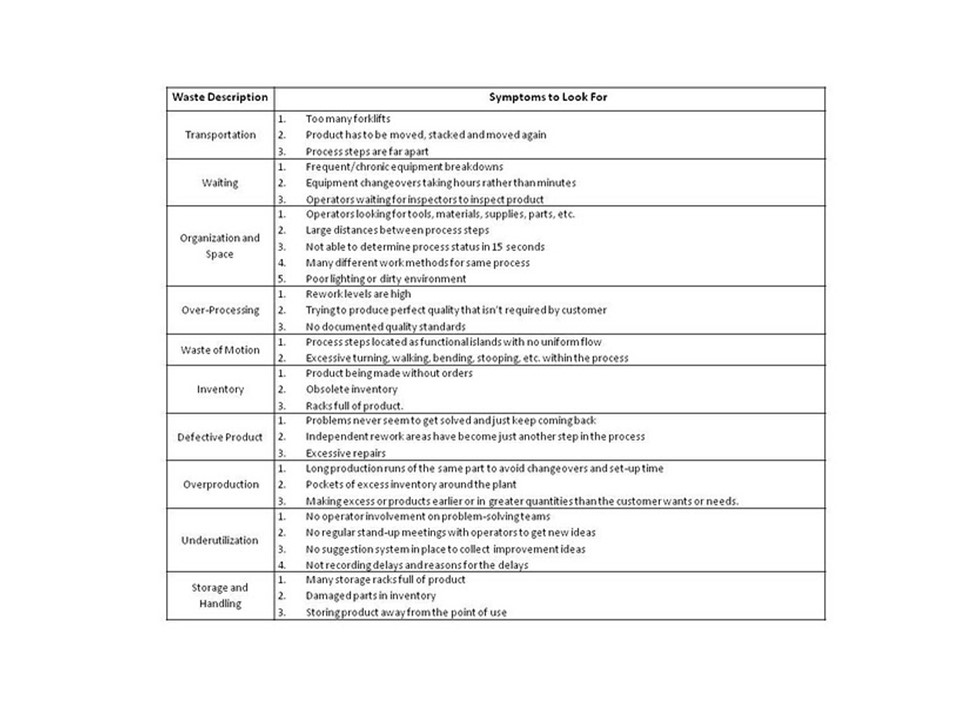
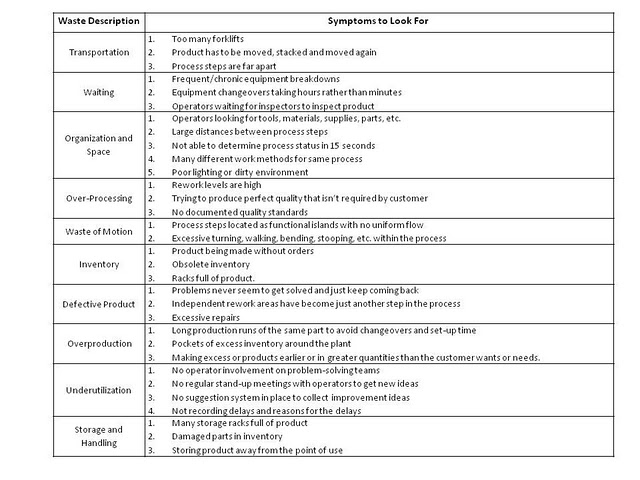
The first four columns in the table below
reflect the summary of Thompson’s comparison (i.e. the initiative, fundamental
elements, strengths and weaknesses). I have added a fifth column, “Counter
Balance” that demonstrates how the strengths of one initiative counter-balance
or compensate for the weaknesses of the others. As a matter of fact, by
comparing each of the weaknesses and strengths of each of the three
initiatives, we see that all of the weaknesses of each individual initiative
are neutralized by one or both of the strengths of the other two. This is such
an important point for those companies that have experienced implementation
problems for any of the three individual improvement initiatives done solo.
Let’s look at several examples.
The table tells us that Weakness 1 in Lean,
“May promote risk taking without reasonable balance to consequence,” is counter
balanced by Six Sigma Strength 3, “The focus on reduction of variation drives
down risk and improves predictability.” One thing we know for certain is that
as we reduce variation in our process, we reduce risk and our ability to
predict future outcomes improves dramatically. This is the cornerstone of
statistical process control which means that risks can be minimized if we rely
on this Six Sigma strength to do so. Continuing, Lean Weakness 2 tells us that
we may not provide sufficient evidence of business benefit for traditional cost
accounting. This weakness is countered by both Six Sigma Strength Number 2, the
data gathering provides strong business cases to get management support for
resources and by TOC Strength Number 4, provides direction on appropriate
simplified measures (Throughput, Inventory and Operating Expense). As I have
stated many times before, traditional cost accounting induces us to make
incorrect decisions, so by adopting Throughput Accounting practices, from the
Theory of Constraints, we will have sufficient evidence to make changes to our
process, assuming we are focusing on the constraint operation.
Lean Weakness 3 states that Lean has a limitation when dealing with complex interactive and recurring problems (uses trial and error problem solving) is countered by Six Sigma Strength 1, the rigor and discipline of the statistical approach resolves complex problems that cannot be solved by simple intuition or trial and error and TOC Strength 3, (distinguishes policy vs. physical constraints). One of the Six Sigma tools that permit us to solve complex interactive and recurring problems is designed experiments (DOE). DOE’s identify significant factors that cause problems and identifies insignificant factors that do not. TOC Strength 3 helps us in two ways. First, if the problem we are facing is a policy constraint, we use TOC’s Current Reality Tree to identify it and TOC’s Evaporating Cloud to solve it. Both of these strengths will compensate for this weakness in Lean.
Now let’s look at one of the Six Sigma and TOC
weaknesses and see how they are compensated for by other strengths. For
example, look at Six Sigma Weakness 2, the heavy reliance on statistical
methods by its very nature is reactive, as it requires a repetition of the
process to develop trends and confidence levels. This weakness is off-set by
lean strength 2, directly promotes radical breakthrough innovation, and by lean
Strength 3, emphasis on fast response to opportunities (just go do it). Likewise,
TOC Weakness 3, TOC’s inability to address the need for cultural change, is
off-set by Lean strength 4.
In the same way, if we compare all of the
weaknesses in Lean, Six Sigma and TOC to the strengths found in the other
initiatives, the three initiatives not only complement each other, but they
rely on each other. So, in addition to the demonstrated financial benefits of
this symbiotic trilogy, we now see evidence from a logical perspective as to
why they should be implemented in unison as a single improvement strategy.
* Steven W. Thompson, Lean,
TOC or Six Sigma Which tune should a company dance to?, Article in
e-newsletter, Lean Directions.






{kind=link}