I am now returning to my multi-part series of blog posting on maximizing profitability. I hope many of you have signed up for Philip Marris's webinar which takes place today at 10:00 AM, Eastern Standard Time. Once again the link to Philip's webinar is https://lnkd.in/dQW-ZPU.
In Part 7, I discussed Step 1a of the UIC and explained why Performance Metric selection is so important as well as identifying the current and next constraint. Today, I want to discuss Steps 1b and 1c and as you will see, I use both Lean and Six Sigma for these two important steps. In Step 1b we are attempting to Define, Measure and Analyze Non-Value-Added (NVA) waste in the constraint operation while in Step 1b, we are completing the same D-M-A steps, focusing on sources of variation. It is important to remember that in these two steps, we are not taking action to reduce or eliminate waste and variation yet…..we are only recognizing its existence. It is my belief that one of the primary reasons many improvement initiatives fail is because of this compulsion to find and react immediately to sources of waste and variation, but I disagree with this approach. In my opinion, it is this compulsion to do everything “right now” that creates a disjointed improvement effort.
In Part 7, I discussed Step 1a of the UIC and explained why Performance Metric selection is so important as well as identifying the current and next constraint. Today, I want to discuss Steps 1b and 1c and as you will see, I use both Lean and Six Sigma for these two important steps. In Step 1b we are attempting to Define, Measure and Analyze Non-Value-Added (NVA) waste in the constraint operation while in Step 1b, we are completing the same D-M-A steps, focusing on sources of variation. It is important to remember that in these two steps, we are not taking action to reduce or eliminate waste and variation yet…..we are only recognizing its existence. It is my belief that one of the primary reasons many improvement initiatives fail is because of this compulsion to find and react immediately to sources of waste and variation, but I disagree with this approach. In my opinion, it is this compulsion to do everything “right now” that creates a disjointed improvement effort.
Waste and variation reduction efforts are not
effective if they aren’t done so with a systematic plan that ties both of these
steps together. You want waste and variation to be attacked concurrently to
ensure that any changes made in the name of waste reduction aren’t negatively
impacting variation and vice-versa. Remember that for now, because the
constraint dictates throughout and increasing throughput yields the highest
potential for significant profitability improvement, you are focusing your
waste and variation reduction efforts on the constraint. The exceptions to this
would be upstream process steps causing the constraint to be starved or
downstream process steps are scrapping product or causing excessive rework. You
cannot ignore these two exceptions. But primarily, you will be focusing your
improvement efforts on the constraint.
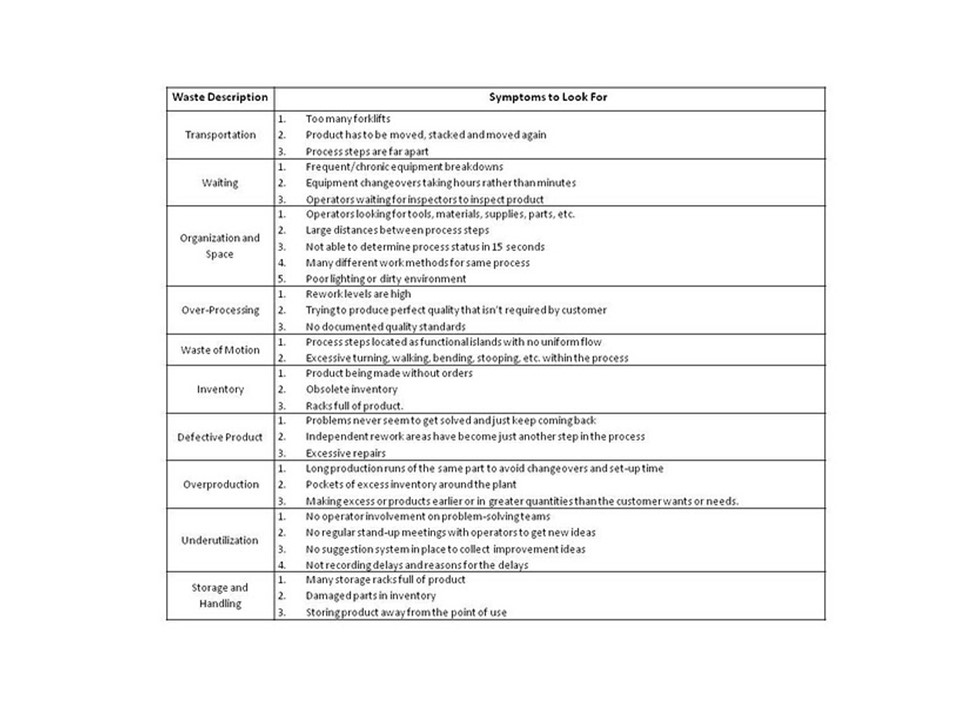
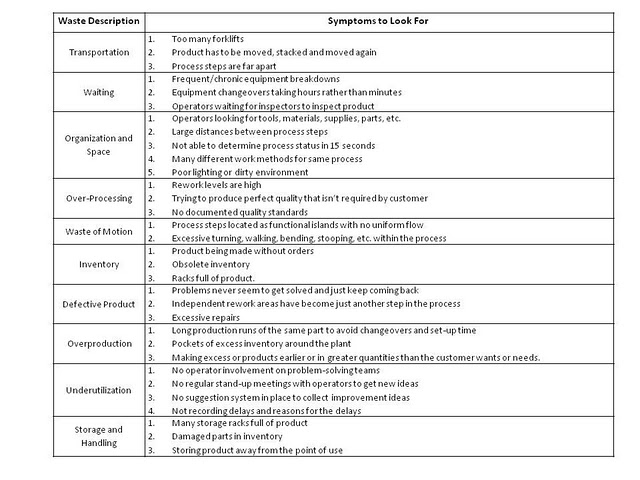
The figure below is a tool that I have successfully
used many times to search for waste in processes. You will notice that I have
listed ten different sources of waste and symptoms of their existence instead
of the traditional eight. I do this to be as specific as I can in my search.
For example, I list over-production and inventory separately because the
negative impact of over-production exhibits completely different symptoms than
waste of inventory and will require different actions to correct. It helps me
focus better.
{kind=link}
I now want to turn my attention to variation.
There are two types of variability that you are interested in. No, I’m not
talking about special cause and common cause. I’m talking about processing time
variability (PTV) and process and product variability (PPV) which are very
different from each other. Sources of PTV are those things that prolong the
time required for parts to progress through each of the individual process steps
while PPV are those variables that cause part’s quality characteristics to
vary. PPV has a profound impact on PTV simply because PPV negatively interrupts
the process flow. There are many examples of situations that disrupt processes
and therefore, create variation. Some of the more common examples include
unreliable equipment (PTV and PPV), lack of standardized work procedures (PTV
and PPV), defective product (PPV and PTV), late deliveries from external and
internal supplier (PTV) and many others.
Variability encumbers a factory because it
simply leads to congestion, excessive inventory, extended lead times, quality
problems and a host of other operational problems. There are two prominent
theories on variation and how to treat it. Shewart’s idea was to “minimize
variation so that it will be so insignificant that it does not, in any way,
affect the performance of your product.” Taguchi, on the other hand, tells us
to “construct (design) the product in such a way that it will be robust to any
type of variation.” They’re both right, of course. So what are your options
when dealing with the negative effects of variation? There are three ways to
handle variation….eliminate it, reduce it or adapt to it. Because it’s
impossible to eliminate variability, you must reduce it as much as possible and
then adapt to the remaining variation. In a later posting I will discuss the
subject of variation in depth and why it is so important to attack it with a
vengeance.
In my next blog posting we’ll discuss how to
develop an effective “attack plan” using the UIC as a guide.
1 comment:
I attended that webinar of Marris consulting, it was great
Post a Comment