Continuing with my series on excerpts from The Ultimate Improvement Cycle, in this posting we will look
at the Theory of Constraints and its shortcomings and benefits and then begin
to tie these three improvement benefits together. The question becomes, should these
methodologies have to exist in isolation from each other or should they be
considered together? One point I didn't mention about Six Sigma implementations is the length of time it takes to complete a project which is at least 3 months. For me, this is a limiting factor because companies today are looking for rapid improvement and 3-5 months in many cases is simply too long.
The Drawbacks of TOC
And what about Theory of
Constraints (TOC)? Has it failed as well? Eli Goldratt, author of The
Goal, believed that organizations
could not maximize profitability unless they maximized their throughput through
the exploitation of the system’s weakest link. But like Six Sigma and Lean
manufacturing, for many companies TOC has not delivered the huge rewards
predicted by Goldratt. Some believe that the reason for this failure is
strictly a question of poor planning and execution. Still others believe that TOC is not an
improvement initiative at all. Theoretically,
the implications of TOC to improvement initiatives can be profound. From a
throughput accounting perspective, reduction in inventory (one of the benefits
of Lean) has a functional lower limit of zero, and once you have reached zero
inventory, there is none left to harvest. Lowering inventory can lead to
substantial dollars, but it is a one-time occurrence. Operating expense reduction,
the favorite of many Lean and Six Sigma aficionados, also has a functional lower
limit, but when this lower limit is surpassed, further attempts to reduce it
can actually debilitate an organization.
Throughput improvement, on the
other hand, has no upper limit. Even if the productive capacity of the
organization exceeds the number of customer orders, the market becomes the
constraint, so lead time and cost reductions can be used to generate more
sales. It is important to remember that if you have excess capacity, as long as
your new product cost covers your cost of raw materials and you have not added
excess labor to achieve this excess capacity, the net flows directly to the
bottom line. Of course, all three of these actions (throughput increases, inventory
reductions, and operating expense reduction) have a positive impact on net
profit and return on investment. Think about this: If there were no constraints
in a company, wouldn’t their profits be infinite?
What TOC Is
The Theory of Constraint’s
process of ongoing improvement is a direct result of always focusing your
efforts toward achieving the system’s goal. In order to achieve this focus,
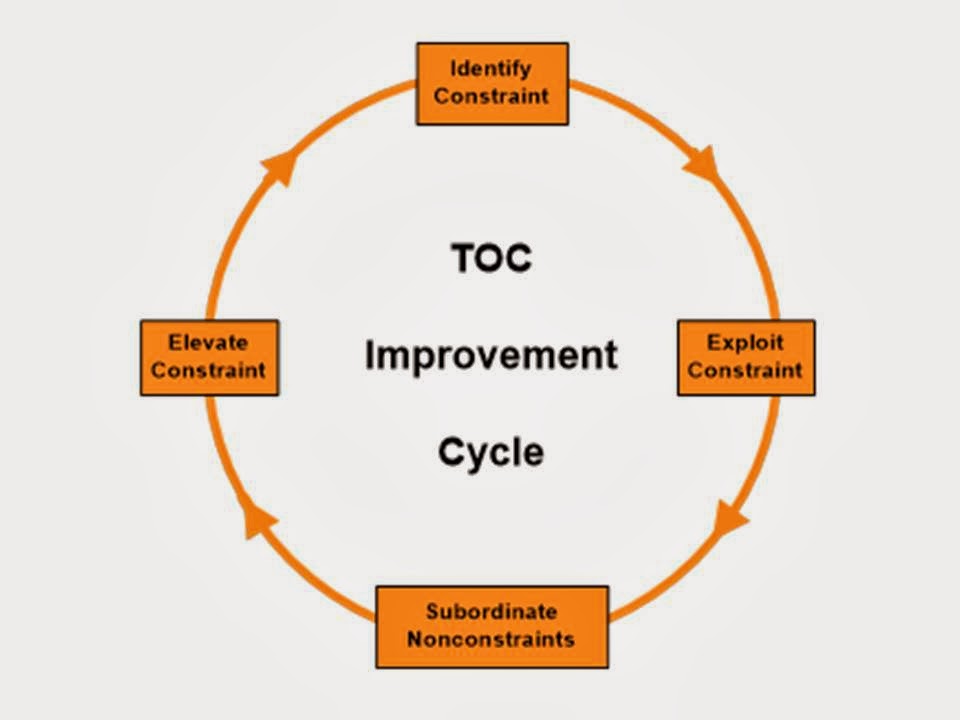
Goldratt developed a five-step process toward that end:
- Identify the system’s constraint(s).
- Decide how to exploit the system’s constraint(s).
- Subordinate everything else to the above decision.
- Elevate the system’s constraint(s).
- If in the previous steps a
constraint has been broken, go back to step 1, but do not allow inertia to cause a
system constraint.
The figure below is a graphic
illustration of the Theory of Constraints improvement cycle, with the four
major steps included. By making this cyclic representation, we automatically
assumes that once a constraint has been elevated, it will be broken and a new
constraint will take its place. Let us look at each of these individual steps
in a bit more detail, with the help of Goldratt and Dettmer.
Identify
the System Constraint(s)
Just as a chain has a weakest
link, there will always be a resource of some kind that limits the system from
maximizing its output. In order to improve the system’s performance, it is
imperative that you locate the weakest organizational link and focus your
improvements there. There is a logistical value chain of mutually supporting processes
and operations in every company or manufacturing facility. Included within this
value chain is the organization’s weakest link that limits the performance of
the total organization. It may not be obvious to you, but when you are looking
for a starting point, in any improvement initiative, it should always be the
system’s constraint simply because it offers the greatest opportunity to
increase profits in a relatively short period of time. Whether your constraint
is a flow problem, a quality problem, a capacity problem, or a policy problem,
it should be identified as the area on which to focus your efforts. This first step answers the
question “What should you change?”
Decide
How to Exploit the System’s Constraint(s)
Once you have identified the
restrictive link in the organizational chain that is limiting throughput, you
must decide how to take advantage of or squeeze the most out of it. For
example, if the constraint is one of the steps in a manufacturing process that
is limiting the output of the entire process (a bottleneck), you must take all
necessary actions to improve the rate at which parts flow through this
bottleneck. If you do not increase the rate through the bottleneck, throughput will
not increase. It is really that simple. By increasing the flow of product through
the constraint, you automatically improve the system throughput, which
translates into more revenue and more bottom-line dollars. This second step
answers the question “What should you change to?”
Subordinate
Everything Else to the Above Decision
This is one of the most important
steps in terms of resource utilization, with “resources” meaning nonconstraint
operations, people, and so on. The nonbottleneck resources should work only at
the same pace as the constraint operation—neither faster nor slower. If the
nonconstraints are permitted to run faster than the constraint, the result is
excess in-process inventory and prolonged cycle times. If they are permitted to
run slower than the constraint, the output of the constraining operation may be
jeopardized, as would the organization’s throughput. This subordination step is where most
companies attempting to embrace and implement TOC have failed. Your
organization must be totally committed to subordinating all other resources to
the constraint operation or you will not realize all the potential throughput
gains (and profits) that you could or should.
This step begins to answer the question “How do you make the change?”
Elevate
the System’s Constraint(s)
If the actions taken in steps 2
and 3 do not break the constraint, you will be forced to take other actions on
the constraint itself. These actions could include using additional shifts,
additional overtime, adding additional resources (e.g., equipment or people),
or as a last resort, radically changing the process through automation or a new
product or process design. Although this step and step 3 answer part of the
question “How do you make the change?” they do not provide enough insight as to
what might be done.
If
in the Previous Steps a Constraint Has Been Broken, Go Back to Step 1, But Do
Not Allow Inertia to Cause a System Constraint
The aim of the first four steps
of TOC is focused on breaking the organizational or system constraint. Once you
have accomplished this, you must now guard against backsliding, which could
result in the constraint becoming a constraint once again. For this reason, you
must always develop some type of control that serves as an alert to guard
against any kind of reversion to old ways.
In my next posting we’ll first
discuss what TOC is not and then discuss
why we need to integrate these methodologies.
Bob Sproull
No comments:
Post a Comment